








立式冷室压铸机的工作方式
立式冷室压铸机的工作方式如图5。压室7呈垂直放置,而上冲头8处于压室上方(图上方的位置),下冲头10则位于堵住喷嘴5孔口处,以免金属液浇入压室内自行流入喷嘴孔。模具的开、合动作呈水平移动,开模后,压铸件留在动模。工作步骤如下:
(1)合拢模具;
(2)以人工或其他方式将金属液浇入压室;
(3)上冲头以较低的压射速度下移,进入压室内及至刚接触金属液液面;
(4)上冲头转为较高的压射速度压下,而下冲头则与上冲头保持着中间一段存有金属液的相对距离同步地快速下移;
(5)当下冲头下移至让出喷嘴孔口时,正好下到最底部而被撑住;于是,上、下冲头一同挤压金属液高速向喷嘴孔(直浇道6的一部分)喷射;
(6)金属液通过由喷嘴、浇口套4、定模的锥孔和分流器2组成的直浇道6,从内浇口3填充进入模具型腔;
(7)填充完毕,但上冲头仍保持一定的压力,直至型腔内的金属液完全凝固成压铸件1为止;浇道和压室内的金属液分别凝固为直浇口和余料饼9;
(8)上冲头提升复位;同时,下冲头向上动作,将尚与直浇口相连的余料饼切离;
(9)下冲头继续上升,把余料饼举出压室顶面,再以人工或其他方式取走;
(10)下冲头下移复位至堵住喷嘴孔口;
(11)打开模具,压铸件和直浇口一同留在动模上,随即顶出并取出压铸件;一旦切离余料饼之后,开模动作可以立即执行,也可以稍缓至适当的时候执行,与下冲头完成上举和复位的动作无关;
至此,完成一次压铸循环。
卧式冷室压铸机的工作方式
卧式冷室压铸机的工作方式如图6所示。压室7呈水平放置,压射冲头5处于压室最右端虚线位置。模具的开、合动作呈水平移动,开模后,压铸件留在动模。工作步骤如下:
(1)合拢模具;
(2)将金属液以人工或其他方式浇入压室;
(3)压射冲头按预定的速度和一定的压力推送金属液,使之通过模具的浇道3,从内浇口2填充进入模具型腔;
(4)填充完毕,冲头保持一定的压力,直至金属液完全凝固成为压铸件1为止;这时,浇道和浇口套6(没有浇口套的模具在该处即为连体压室)内的金属液也同时凝固,成为浇口和余料饼4;
(5)打开模具,冲头与开模动作同步移动,从而推着余料饼随着压铸件和浇口一同留在动模而脱离定模,到达一定的距离时,冲头便返回复位;
(6)开模后,压铸件、浇口和余料饼留在动模上,随即顶出并取出压铸件;
至此,完成一次压铸循环。










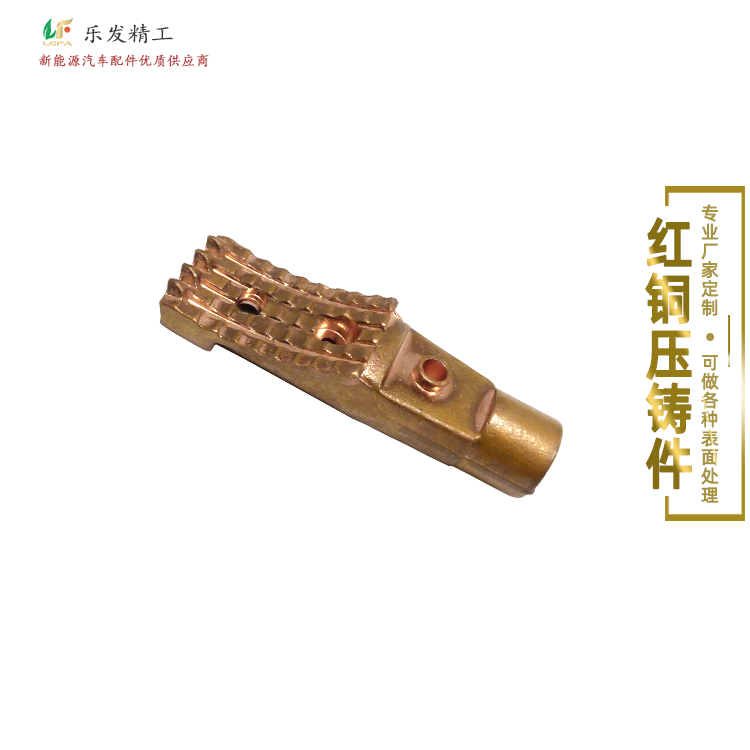
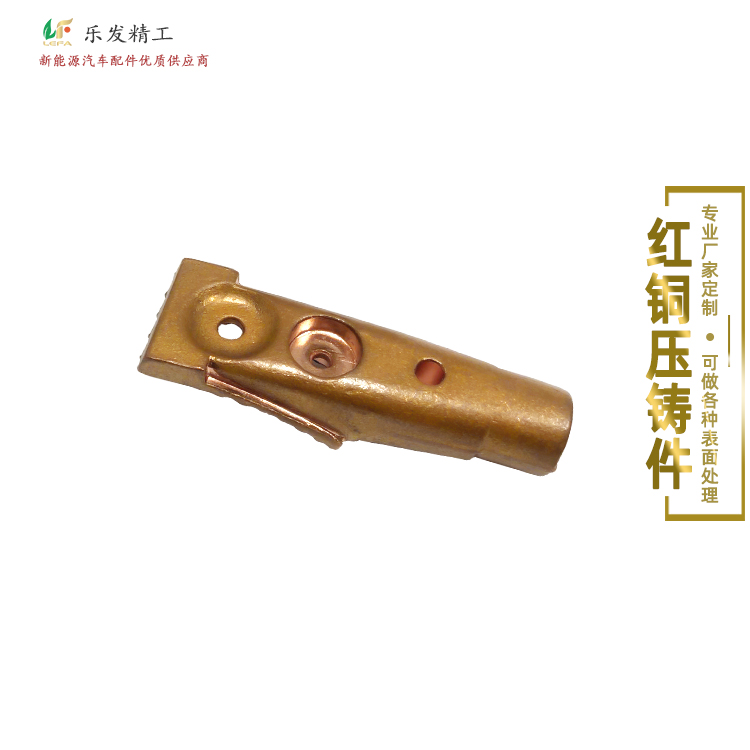
我司产品主要运用领域:电子,电器,机械,数码,光学,新能源汽车,充电桩,动车组,摩托车,电瓶车,LED配件,家具,卫浴,工艺品等行业,
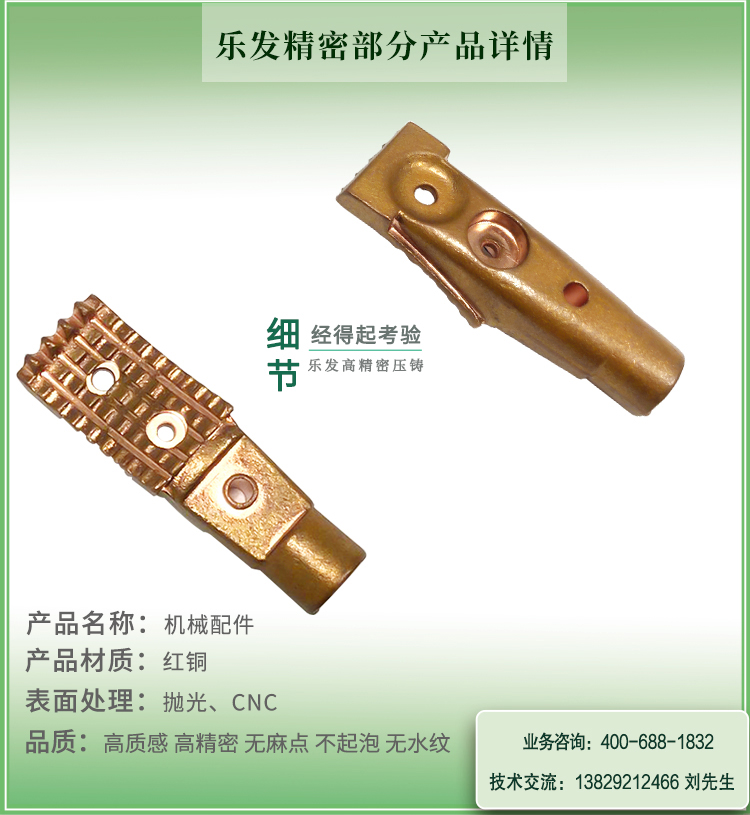
产品质量优势:压铸成品密度均匀,產品不易断裂、变形、重量稳定、表面均匀光滑,CNC加工、鑚孔攻牙、孔内研磨、振动研磨以及手工拋光研磨、各种色泽电镀、阳极处理、奈米烤漆、电镀、非铬酸皮膜处理(符合ROHS、WEEE环保要求,產品耐腐蚀及中性盐雾测试最高可达120小时)表面可电镀。
压铸件二次加工可控制无砂孔,不渗水,不漏气,产品可氧化各种颜色,不起泡,无水纹,电镀无麻点,同时过酸性盐务96小时达十级,散热性能达200以上。
欢迎来电咨询!
业务咨询:QQ:1556039810 微信/手机:13686609610
技术交流:QQ: 740389501 微信/手机:13829212466
公司官网:http://www.yf5189.com/

 联系人 :刘经理
联系人 :刘经理






 13829212466
13829212466